精密陶瓷制造商
氮化鋁陶瓷、macor、氧化鋁陶瓷生產(chǎn)加工企業(yè)
全國服務(wù)熱線
13412856568氮化鋁陶瓷、macor、氧化鋁陶瓷生產(chǎn)加工企業(yè)
全國服務(wù)熱線
13412856568搜索關(guān)鍵詞: 氮化硅陶瓷加工 氮化鋁陶瓷加工 macor可加工微晶玻璃陶瓷
PRODUCT CATEGORIES






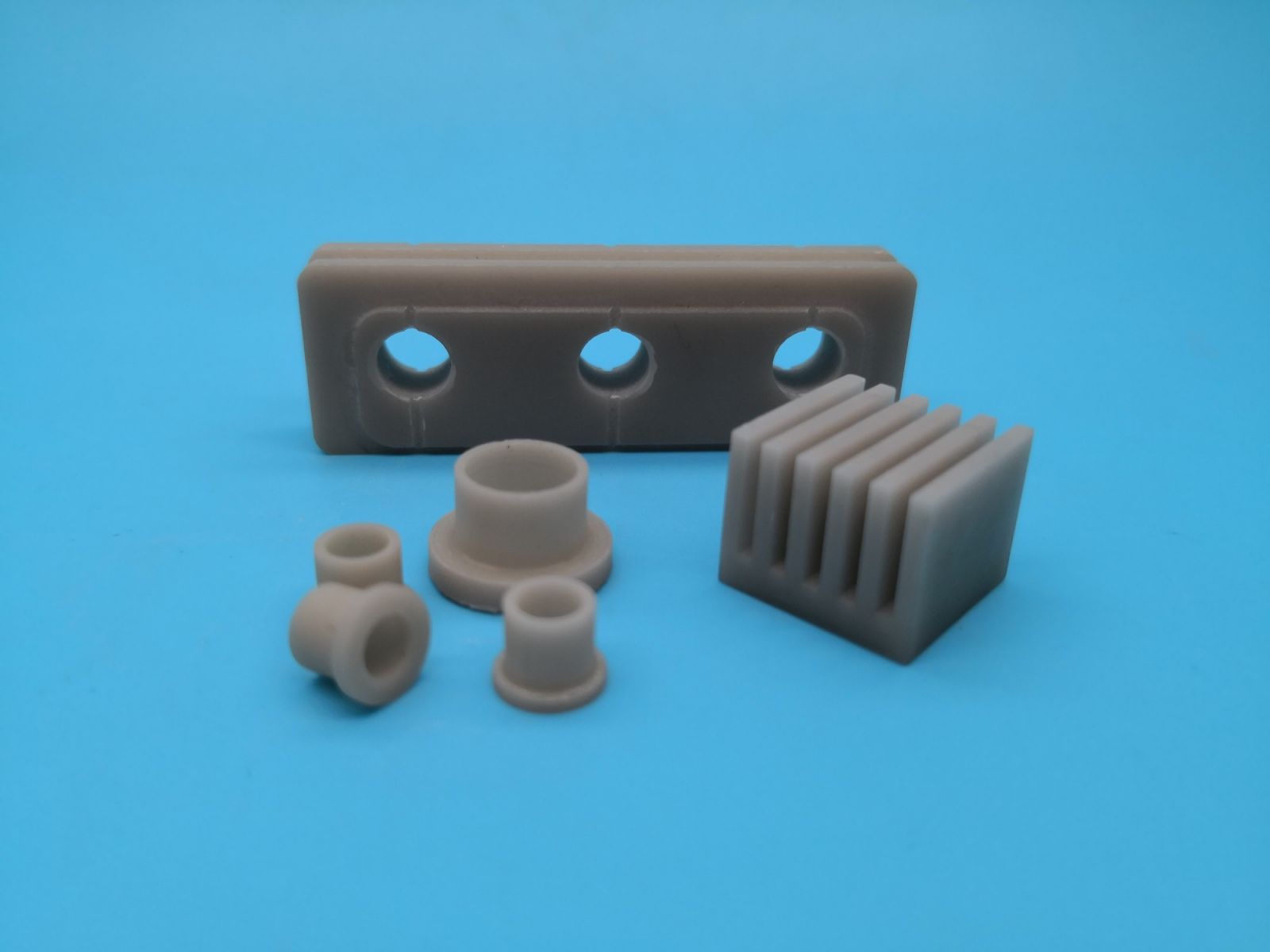
氮化鋁陶瓷材料的優(yōu)點(diǎn)很多,室溫強(qiáng)度高、熱膨脹系數(shù)小、抗熔融金屬侵蝕的能力強(qiáng)、介電性能良好,這些得天獨(dú)厚的優(yōu)點(diǎn)使其成為高導(dǎo)熱材料而引起國內(nèi)外的普遍關(guān)注。 現(xiàn)在市場上都比較看好這種陶瓷材料,市場需求也是有非常明顯的增長的趨勢,氮化鋁陶瓷加工的難度還是比較大的,鈞杰陶瓷專業(yè)加工各種陶瓷材料為您=介紹氮化鋁陶瓷成型的方法有哪些。
常見的AlN坯體成型方法,由氮化鋁粉末制備氮化鋁陶瓷坯體,需要利用成型工藝把粉體制備成坯體,然后再進(jìn)行燒結(jié)工作。氮化鋁成型工藝主要有干壓成型、等靜壓成型、流延法成型和注射成型等。
1、干壓成型 為干壓成型機(jī)。干壓成型(軸向壓制成型)是將經(jīng)表面活性劑改性等預(yù)處理的 AlN 粉體加入至金屬模具中,緩慢施加壓力使其成為致密的坯體成型工藝。實(shí)質(zhì)是借助外部施壓,依靠AlN粉末顆粒之間的相互作用力使坯體保持一定的形狀和致密度高致密坯體,其有利于陶瓷燒結(jié),可以降低燒結(jié)溫度,提高陶瓷致密度。由于AlN粉末易水解,干壓成型中常用的水-聚乙烯醇(PVA)不能用于AlN粉末的壓制,可選用石蠟與有機(jī)溶劑代替。
2、等靜壓成型 等靜壓成型是傳統(tǒng)干壓法的改進(jìn)方法,將AlN 粉體置于高壓容器中,利用液體的不可壓縮性和液體對(duì)壓力傳導(dǎo)的特性,將粉體置于彈性材料制造的成型模具中,從不同的方向?qū)Υ龎悍垠w進(jìn)行均勻施壓,以液體對(duì)模具進(jìn)行加壓而使坯體成型的方法。
優(yōu)點(diǎn):
坯體的致密度較高,密度分布均一,可以近凈尺寸成型。
缺點(diǎn):
成型設(shè)備昂貴,且存在脫模問題,限制了將其應(yīng)用于大規(guī)模的工業(yè)生產(chǎn)。
3、流延成型 流延成型法是一種十分重要的陶瓷基片的成型工藝。將AlN 粉體與復(fù)合粘合劑(分散劑、溶劑、粘結(jié)劑和增塑劑組成)混合均勻后得到 AlN 流延料漿,除氣等過程處理后的漿料倒入料斗,經(jīng)刮刀口后,形成厚度均勻、表面光滑附著于光滑帶上的薄層,再經(jīng)干燥后制備成具有良好韌性的坯體;排膠燒結(jié)之后得到 AlN 基片材料。
優(yōu)點(diǎn):
設(shè)備簡單,可以連續(xù)操作,生產(chǎn)率高,自動(dòng)化程度高等。
缺點(diǎn):
要求較為嚴(yán)格,料漿就工藝參數(shù)的變化十分敏感,成型坯體表面粗糙且結(jié)合不充分,強(qiáng)度較低,干燥過程中易出現(xiàn)起泡開裂、彎曲變形等現(xiàn)象;同時(shí)流延成型只能用于片狀材料的生產(chǎn)。

4、注射成型
AlN陶瓷注射成形是粉末注射成形應(yīng)用于陶瓷粉末成型的一種方法,以塑料注射成形工藝為基礎(chǔ),經(jīng)過技術(shù)改進(jìn)而產(chǎn)生的成型技術(shù)。其基本過程為先在AlN粉末中加入粘結(jié)劑并使其混合均勻,形成具有粘塑性的喂料,在加熱狀態(tài)下,利用注射成型機(jī)將喂料注入模具模腔內(nèi)冷凝成型,經(jīng)過加熱去除粘結(jié)劑后,便可用于燒結(jié),如圖3所示。喂料的流變性是影響注射成型成品質(zhì)量的一個(gè)重要因素,通常我們希望喂料粘度較低,這就要求原料粉末與粘結(jié)劑相容性要好,而且混合均勻。
優(yōu)點(diǎn):
致密度高,密度分布均勻,可用于復(fù)雜形態(tài)坯體成型,且成型精度高,無需后期機(jī)械加工。
缺點(diǎn):
易出現(xiàn)欠注、飛邊、熔接痕、氣穴等缺陷影響AlN陶瓷燒結(jié)。
陶瓷材料的燒結(jié)的環(huán)節(jié)都會(huì)有形變產(chǎn)生,因此燒結(jié)之前的成型精度都不會(huì)很高,鈞杰陶瓷是專業(yè)從事陶瓷材料加工的廠家,對(duì)氮化鋁陶瓷材料我們非常熟悉,我們可以做燒結(jié)前的加工,也可以做燒結(jié)后的加工,并且加工的精度都非常高,主要是使用了專業(yè)的陶瓷雕銑機(jī),再配合專業(yè)的加工工藝流程。氮化鋁陶瓷精密加工聯(lián)系鈞杰陶瓷:136 998 99025。
聯(lián)系電話:134-128-56568
地址:東莞市松山湖園區(qū)怡樂路1號(hào)南2棟1單元306
E-mail:xwj@jundro.com

 掃一掃與廠家溝通
掃一掃與廠家溝通